This project was based on an article in "Home Shop Machinist" May.June 2003; pg. 66. The dimensions were modified slightly to fit the Sherline. A 2 9/16" length of 3/4" steel round was cut off and placed in the 3-jaw chuck. The end was faced and center-drilled using the steady rest. The steady rest was removed and the half center was used in the tailstock. The diameter was reduced to 0.374" for 1 1/8" using the carriage stop. The spindle was turned 32° and the bevel was cut, though not quite to the 3/8" dimension. A chamfer was put on the end with a file.
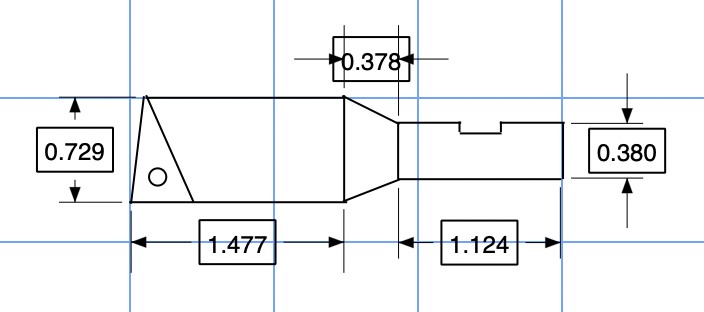
The part was moved to the milling vise and a 0.050" deep slot was cut 3/8" from the bevel with a 1/4" end mill. The part was then clamped in the milling holder on the end just machined. This was then installed in the lathe followed by facing the second end and reducing the diameter to 0.725".
The part was moved back to the mill where it was clamped in the vise with a small vee-block set at a 60° angle. I milled halfway through the diameter of the part so the long side of the created triangle was about 15/32".
After receiving the purchased inserts the part was drilled for a 6-32 screw and tapped. The 4° relief was cut by returning the part to the lathe, setting the headstock to 4° and removing about 0.050" off the end. There may be too much insert overhang that should be adjusted at some point.
